Section 1: The Strategic Imperative of Advanced Preservation
In the contemporary food industry, success is no longer defined solely by production volume or cost control. It is increasingly determined by a manufacturer's ability to meet the nuanced demands of a sophisticated consumer base and navigate the complexities of a globalized supply chain. In this environment, packaging has evolved from a simple container to a critical technological interface between the product and the consumer. Modified Atmosphere Packaging (MAP) stands at the forefront of this evolution, representing not just an advanced preservation method, but a strategic tool for enhancing product quality, expanding market reach, and driving profitability.
MAP is a food preservation technology that involves the deliberate alteration of the gaseous environment inside a package to extend the shelf life and maintain the quality of perishable products. The process works by replacing the ambient air—composed of approximately 78% nitrogen, 21% oxygen, and trace gases—with a precisely controlled mixture of gases, typically including carbon dioxide (CO2), nitrogen (N2), and sometimes oxygen (O2). This engineered atmosphere slows the natural processes of decay, naturally and without the use of chemical preservatives, thereby preserving the taste, safety, and appearance of the food for significantly longer periods.
Market Context and the "Clean Label" Mandate
The adoption of MAP is being driven by powerful market forces, chief among them the consumer-led "clean label" movement. Modern consumers are increasingly health-conscious and scrutinize product labels, demonstrating a strong preference for foods that are fresh, minimally processed, and free from artificial preservatives. This trend presents a significant challenge for manufacturers of perishable goods, who have historically relied on additives to ensure shelf stability.
MAP offers a direct and effective solution to this challenge. By creating an internal package environment that naturally inhibits spoilage, it reduces or entirely eliminates the need for chemical preservatives. This capability is not merely an operational benefit; it is a powerful marketing enabler. A manufacturer's investment in MAP technology is a direct investment in brand positioning. The causal pathway is clear: consumers demand preservative-free products; manufacturers must find non-chemical preservation methods to meet this demand; MAP provides a proven technological solution. This, in turn, allows the manufacturer to market its products with compelling claims like "all-natural," "no artificial preservatives," or "clean label," capturing a loyal and often premium-paying market segment. The return on investment, therefore, is realized not only through operational savings but also through enhanced brand equity and increased sales velocity. The adoption of MAP for baked goods, for instance, saw a significant rise in the late 1970s precisely because new European labeling regulations required the listing of all preservatives, and MAP provided a way to extend shelf life without a long list of chemical additives.
Superiority Over Traditional Packaging Methods
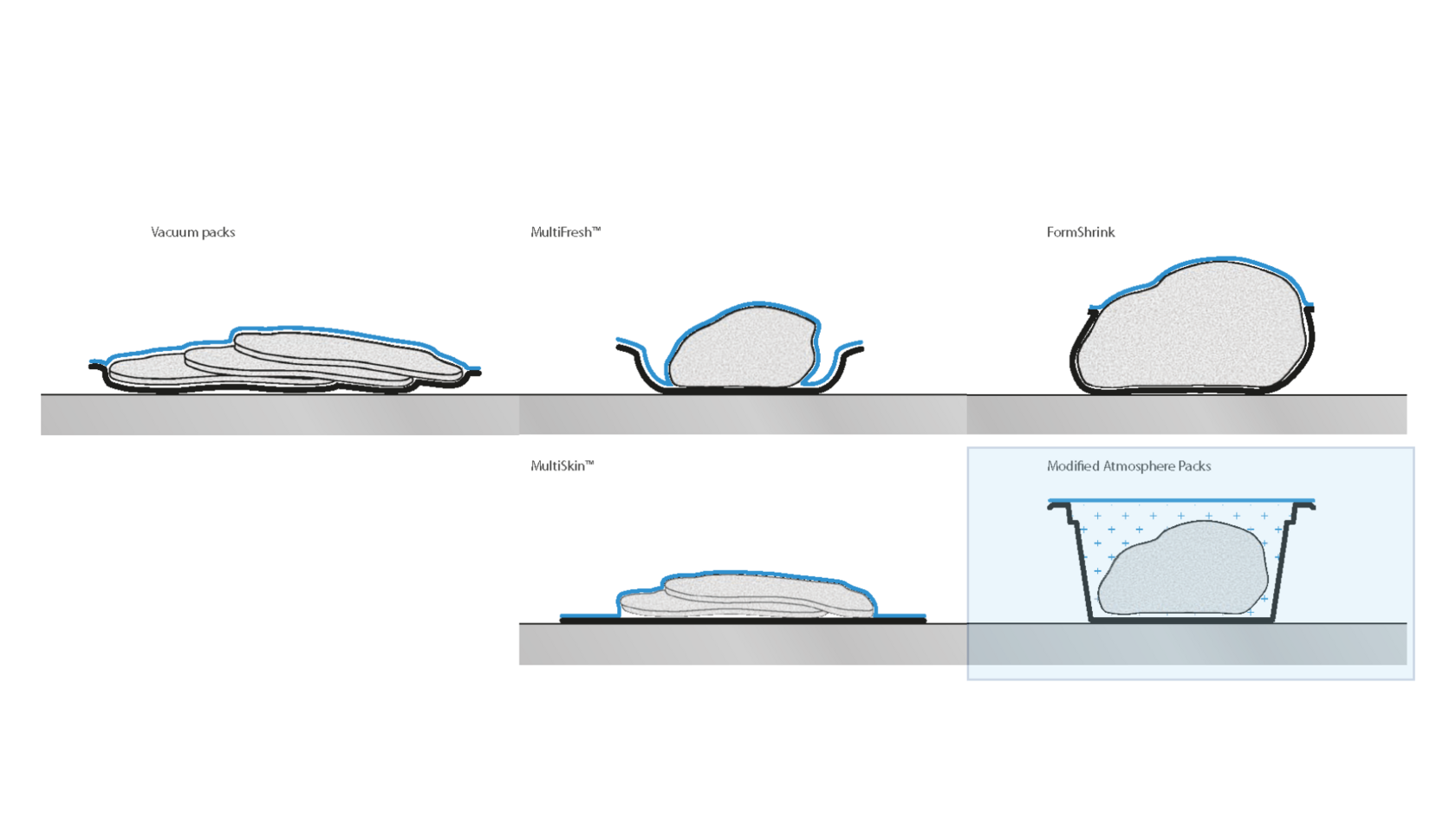
When compared to conventional air-filled packages or even more established technologies like vacuum packaging, MAP demonstrates clear advantages for a wide range of products. While vacuum packaging, which removes nearly all air from a package, is effective at preventing oxidation, it has notable drawbacks. The process can physically crush or deform soft, delicate, or unevenly shaped products, such as baked goods, salads, or ready-to-eat meals, rendering them visually unappealing to the end user.
MAP overcomes this limitation. By replacing the evacuated air with a stable, inert gas mixture, it protects the product's shape and integrity. Furthermore, for the vast majority of food products, MAP achieves a significantly longer shelf life than both vacuum and skin packaging. This superior performance in both preservation and presentation establishes MAP as a premium, value-adding technology that justifies its investment through higher quality products and reduced losses.
Enabling E-commerce and Modern Supply Chains
The logistical landscape of the food industry is undergoing a radical transformation, driven by the explosive growth of online grocery shopping and the extension of distribution networks. These modern supply chains are inherently longer and more complex than traditional retail models, involving multiple handling points—from the central warehouse to a regional delivery hub to last-mile transit—and extended time from production to consumption. This extended journey dramatically increases the risk of product spoilage, damage, and quality degradation.
MAP is a critical enabling technology for manufacturers seeking to compete in this high-growth e-commerce channel. Its dual benefits directly address the core challenges of online grocery logistics. First, the significant extension of shelf life provides a crucial buffer against transit delays and ensures the product remains fresh upon arrival at the consumer's home. Second, the use of robust, often rigid or semi-rigid thermoformed trays, provides superior physical protection against the rigors of shipping and handling. For manufacturers of perishable goods, adopting MAP is thus becoming a necessary condition for successful entry into the e-commerce marketplace. Without the security it provides, the financial and reputational risks associated with spoilage, negative customer reviews, and product returns are often prohibitively high.
Section 2: The Science of Freshness: A Molecular-Level Analysis of MAP
To fully appreciate the strategic value of Modified Atmosphere Packaging, it is essential to understand the scientific principles that underpin its effectiveness. MAP is a sophisticated technology grounded in the fields of microbiology, chemistry, and food science. It functions by systematically targeting and neutralizing the primary mechanisms responsible for food spoilage. The success of this technology hinges on a delicate, controlled interplay between the product's biology, the gas mixture, the packaging material, and the storage environment.
The Enemies of Freshness: Spoilage Mechanisms
Food quality deteriorates due to a combination of biological and chemical processes. MAP is engineered to counteract three main enemies of freshness:
- Microbial Growth: The most common cause of spoilage is the proliferation of microorganisms such as bacteria, yeasts, and molds. Many of the most aggressive spoilage organisms, like
- Pseudomonas species that affect fresh meat and fish, are aerobic, meaning they require oxygen to grow and multiply. By removing or drastically reducing the oxygen in a package, MAP creates an environment hostile to these microbes.
- Oxidation: This is a series of chemical reactions involving oxygen that degrades food quality even in the absence of microbial activity. Oxidation is responsible for turning fats and oils rancid, causing off-flavors and odors. It also leads to the discoloration of products like fresh meat and the degradation of essential vitamins and nutrients, diminishing both the sensory appeal and nutritional value of the food.
- Respiration: Fresh fruits and vegetables are living organisms that continue to respire even after being harvested. This metabolic process consumes oxygen and produces carbon dioxide, water, and heat, leading to ripening, softening, and eventual senescence (aging). Uncontrolled respiration rapidly shortens the shelf life of fresh produce.
The Arsenal of Gases: The Specific Roles of CO2, N2, and O2
MAP employs a carefully selected trio of gases, each with a specific function, to create the optimal preservation atmosphere for a given product.
- Carbon Dioxide (CO2): The Antimicrobial Agent: Carbon dioxide is the most active and important gas in the majority of MAP applications. Its primary function is to inhibit microbial growth. It achieves this through a dual-action mechanism. First,
- CO2 dissolves into the food's moisture and fat content. This dissolution creates carbonic acid (H2CO3), which lowers the pH of the food's surface, creating a more acidic environment that is inhospitable to many spoilage bacteria. Second,
- CO2 has a direct inhibitory effect on the metabolic activity of microorganisms, penetrating their cell membranes and disrupting critical enzymatic functions. Concentrations between 20% and 60% are generally effective at suppressing the growth of aerobic bacteria and molds, making
- CO2 the workhorse for extending the shelf life of non-respiring products like meat, poultry, fish, baked goods, and ready-to-eat meals.
- Nitrogen (N2): The Inert Stabilizer: Nitrogen is an inert gas, meaning it does not react with food components. Its primary role is as a filler or displacement gas. By flushing a package with nitrogen, oxygen is effectively removed, thereby preventing oxidative rancidity and inhibiting the growth of aerobic microbes. A second, crucial function of nitrogen stems from its low solubility in water and fat. When a high concentration of CO2 is used, it can be absorbed by the food product over time, causing the package to collapse. Nitrogen, being largely insoluble, acts as a balancing gas to maintain the internal volume and prevent this package collapse, ensuring the product maintains an attractive appearance on the shelf. It also serves as a protective cushion for fragile products like potato chips and other snacks, protecting them from physical damage during transport.
- Oxygen (O2): The Strategic Component: While oxygen is the primary target for removal in most MAP applications, it is intentionally included in specific, controlled amounts for certain products. Its role is highly strategic and product-dependent.
- For Red Meat: A high-oxygen atmosphere (typically 70-80% O2) is used to preserve the bright, cherry-red color that consumers associate with freshness. This color is due to the presence of oxymyoglobin, a pigment formed when myoglobin in the meat binds with oxygen. In low-oxygen environments, myoglobin converts to metmyoglobin, which has an unappealing brown color. The high-O2 atmosphere is therefore combined with high CO2 (20-30%) to provide the necessary antimicrobial protection while maintaining desirable color.
- For Fresh Produce: Respiring fruits and vegetables require a low level of oxygen (typically 3-10%) to continue their natural metabolic processes at a significantly slowed rate. Completely removing oxygen would trigger anaerobic respiration, a process that leads to the rapid development of off-flavors, tissue breakdown, and spoilage. The goal is to find the perfect balance that slows aging without inducing anaerobic conditions.
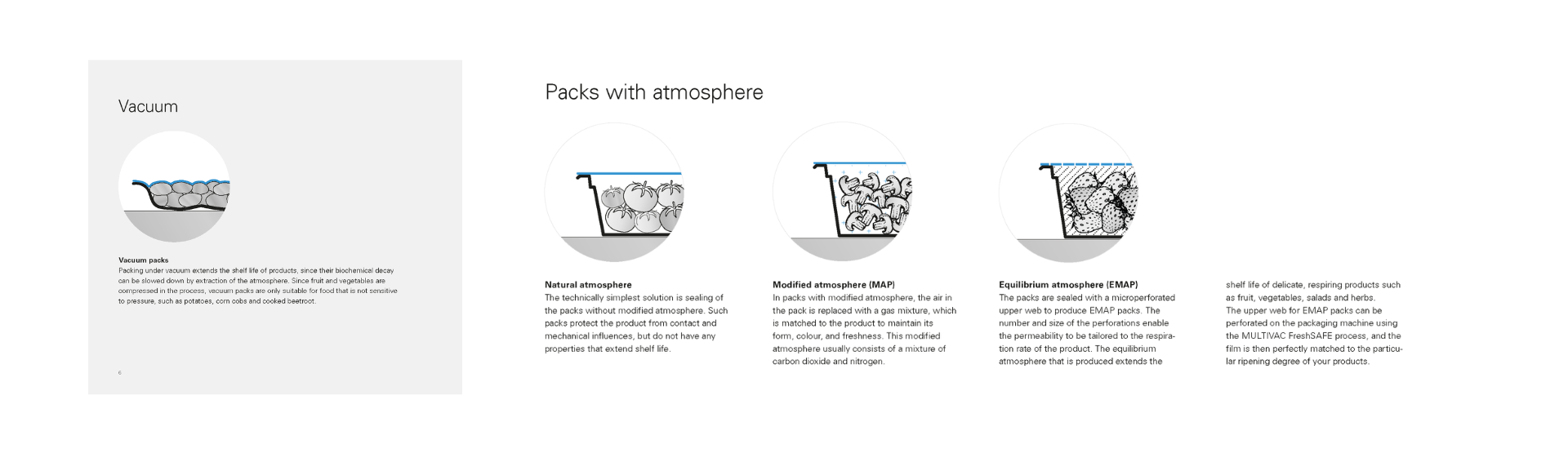
Active vs. Passive Modification: Two Approaches to Atmospheric Control
The desired atmosphere inside a package can be achieved through two distinct methods:
- Active MAP: This is the most common method, used for non-respiring products like meat, fish, dairy, and prepared meals. The process, also known as gas flushing, involves actively creating the desired atmosphere at the moment of packaging. A typical sequence involves placing the product in the package, evacuating the ambient air using a vacuum, and then immediately injecting a precisely formulated gas mixture before hermetically sealing the package. This provides immediate and precise control over the internal environment.
- Passive MAP: This method is used exclusively for fresh, respiring produce like salads and cut vegetables. In passive MAP, the product is sealed in a package made from a film with specific gas permeability characteristics. The modified atmosphere is not injected but develops naturally over time. The product's own respiration consumes the
- O2 inside the package and produces CO2. As the gas concentrations inside change, a point of equilibrium is reached where the rate of gas consumption/production by the product is balanced by the rate of gas transmission through the packaging film. This creates a stable, equilibrium modified atmosphere (EMAP) that extends the product's fresh life.
The effectiveness of MAP is not determined by the gas mixture alone. It is the result of a carefully engineered system involving four critical, interdependent variables. A failure in any one of these pillars will compromise the entire preservation strategy. First, the gas mixture must be precisely tailored to the product's unique biological and chemical properties. Second, the packaging material must possess the correct barrier properties to maintain this specific atmosphere and control moisture transmission. Third, temperature control is non-negotiable; the antimicrobial efficacy of CO2 increases significantly at lower temperatures, while higher temperatures accelerate both microbial growth and product respiration, negating the benefits of MAP. Finally, the gas-to-product ratio must be correct to ensure there is a sufficient volume of gas to perform its function without being entirely absorbed by the product. This systemic view is crucial for any manufacturer implementing MAP, as it underscores the need for rigorous process control and quality assurance across the entire packaging and distribution chain.
Section 3: High-Efficiency Implementation: A Case Study of the Multivac R245 Thermoformer
Understanding the science of MAP is the first step; translating that science into a reliable, high-volume production process requires sophisticated machinery. Thermoforming packaging machines are a cornerstone of modern MAP implementation, capable of forming, filling, and sealing packages in a continuous, automated process. To demystify this technology, this section provides a detailed analysis of a representative machine: the Multivac R245, a versatile and widely used model in the food industry.
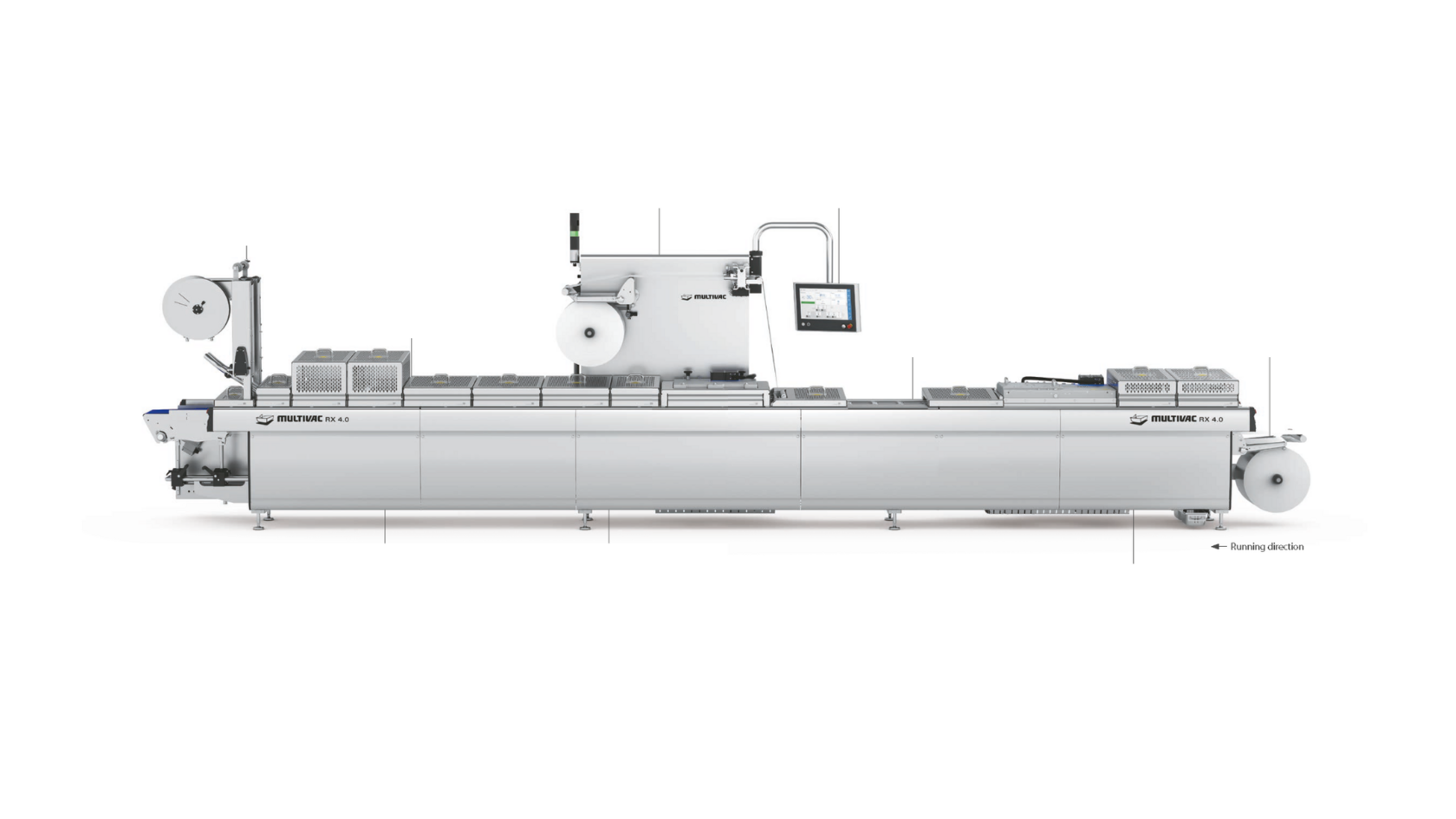
Introduction to the Multivac R245
The Multivac R245 is a roll-fed thermoforming packaging machine engineered for the mid-to-high-performance range. It is recognized within the industry for its operational reliability, durability, and efficiency in the use of both energy and packaging materials, making it a resilient link in any production chain. A key feature of the R245 is its high degree of configurability, allowing it to be tailored to specific product and output requirements and to produce complex package formats at high speeds. It is suitable for packaging a wide array of products, from food and consumer goods to medical and pharmaceutical items.
The Thermoforming and MAP Process in Detail
The operation of the R245 exemplifies the integration of thermoforming with active Modified Atmosphere Packaging. The process unfolds in a seamless, linear sequence:
- Film Unwinding and Transport: The process begins as a large roll of bottom web film, typically a rigid or semi-rigid polymer like PET or PVC, is unwound and fed into the machine. A precision chain transport system grips the edges of the film and advances it through the subsequent stations.
- Forming Station: The film enters the forming station, where it is heated to become pliable. Using a combination of compressed air and vacuum, the heated film is pressed into a forming die, creating precisely shaped trays or "pockets" within the film web. The R245 can create pockets with a maximum depth of 150 mm.
- Loading Zone: The newly formed web of trays advances to an extended loading zone. This area provides ample space for the product—such as ready-to-eat meal components, fresh meat portions, or sliced deli meats—to be placed into the pockets. This can be done manually by operators or, for higher speeds and improved hygiene, via fully automated systems like Multivac's Horizontal Loader. One documented configuration of the R245 features a loading zone over 2.6 meters long.
- Sealing and Gas Flushing (The MAP Stage): This is the heart of the MAP process. The loaded trays enter the hermetically sealed sealing station. In a rapid sequence, a powerful vacuum pump (or series of pumps) evacuates the ambient air from the pockets. Immediately following evacuation, a precisely formulated gas mixture is injected into the pockets, a process known as gas flushing, to create the desired modified atmosphere. Simultaneously, a roll of top web film is unwound from above, placed over the trays, and heat-sealed to the flange of the bottom web, creating a robust, gas-tight, and tamper-evident package.
- Cutting and Discharge: The sealed web of packages exits the sealing station and moves into the cutting area. Here, a system of longitudinal and cross-cutting knives, often rotating knives or punches, separates the web into individual finished packs. The completed MAP packages are then discharged from the machine via a conveyor belt for subsequent labeling, cartoning, or crating. The residual film skeleton, or trim, is typically wound onto a reel for easy removal and disposal.
Key Specifications and Features
The Multivac R245 is a highly capable machine, with specifications that allow for significant flexibility:
- Type: Automatic, roll-fed thermoforming machine.
- Film Width: Can accommodate bottom film widths up to 560 mm.
- Cut-off Length: Highly variable depending on the die set, with examples ranging from 225 mm to 700 mm.
- Production Capacity: Dependent on pack size and depth, with documented examples of up to 10 strokes per minute.
- Packaging Materials: Capable of running a wide range of materials, including both rigid and flexible films for the bottom and top webs.
- Control System: Typically equipped with a user-friendly HMI (Human-Machine Interface) touchscreen control panel for recipe management and operational control.
- Power and Utilities: A representative configuration requires a 400V electrical supply, compressed air (7-10 bar), and a water connection for cooling (1.5-4.5 bar).
The Strategic Value of Modularity and Line Integration
Beyond its core technical capabilities, the R245's most significant strategic advantage lies in its modular design. The machine is described as "freely configurable," meaning it can be equipped with a wide variety of options at the time of purchase or extended with additional modules later on. This inherent adaptability serves as a future-proofing strategy for manufacturers. The food industry is exceptionally dynamic, with frequent changes in product lines, packaging designs, consumer preferences, and labeling regulations. An investment in a fixed, inflexible machine carries a high risk of becoming obsolete. The R245's modularity transforms a static capital expense into a dynamic production platform that can evolve with the business. A manufacturer can start with a basic configuration and later add integrated direct web printers, cross-web labelers, vision inspection systems, or automated loading and unloading modules as production demands grow or change. This de-risks the investment and significantly lowers the long-term total cost of ownership by maximizing the machine's useful operational life.
Furthermore, leading manufacturers like Multivac offer not just the thermoformer but a complete ecosystem of compatible equipment, from upstream slicers and portioners to downstream checkweighers, metal detectors, and end-of-line case packers. Opting for such a "single-source solution" is a powerful, albeit sometimes overlooked, driver of efficiency. Integrating machinery from multiple vendors inevitably creates significant "soft costs" related to engineering, compatibility testing, and complex troubleshooting when issues arise, as vendors may deflect responsibility. A fully integrated line from a single supplier, often managed by a single overarching control system, eliminates these points of friction. This approach simplifies procurement, operator training, maintenance schedules, and service calls, creating a single point of accountability. The result is higher process reliability, reduced downtime, and a more streamlined, efficient, and ultimately more profitable operation. The value is not just in the individual machine, but in the optimized and harmonized production ecosystem it anchors.
Section 4: A Cross-Sector Analysis of MAP Applications
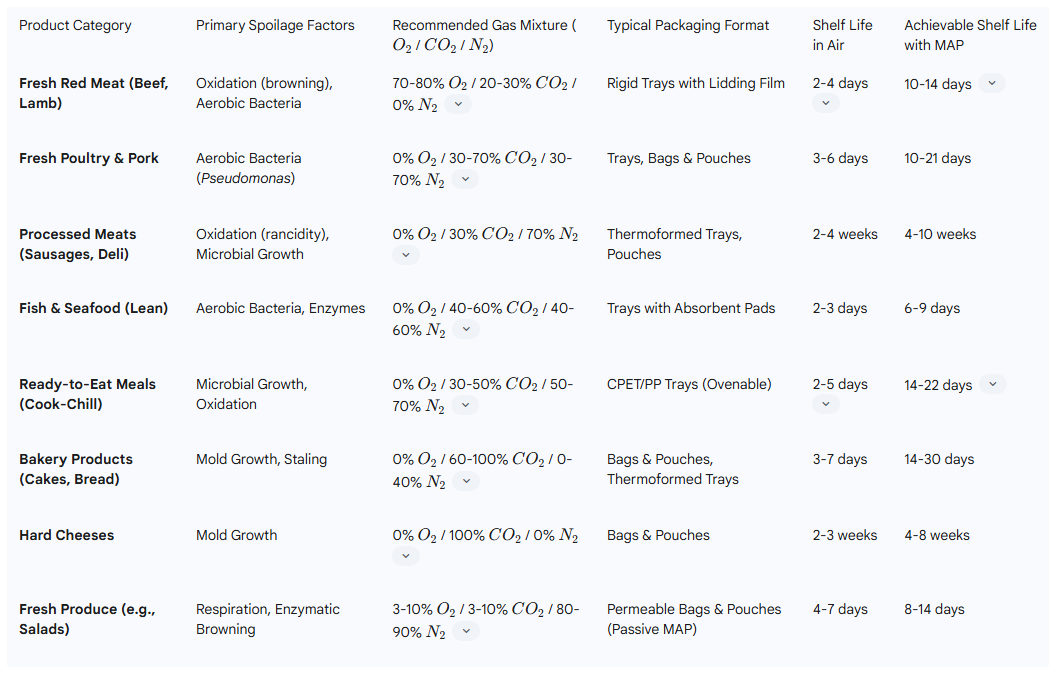
The versatility of Modified Atmosphere Packaging is one of its greatest strengths, with successful applications across nearly every segment of the perishable food industry. However, this versatility also means that there is no universal MAP solution. The optimal gas mixture, packaging format, and storage conditions are highly specific to the product being packaged. Achieving maximum shelf life and quality preservation requires a tailored approach based on the product's unique spoilage mechanisms. This section provides a practical, sector-specific guide for manufacturers, detailing recommended MAP parameters and expected outcomes for a wide range of product categories.
The following table synthesizes data from numerous food science and industry sources to serve as a quick-reference guide for decision-makers. It outlines the primary spoilage factors, recommended gas mixtures, and typical shelf-life extensions for major food categories.
Poultry, Seafood, and Meat Products
This category is one of the largest users of MAP, but it requires highly differentiated strategies. For fresh red meat like beef and lamb, consumer perception of quality is intrinsically linked to a bright red color. Therefore, a high-oxygen MAP (70-80% O2) is employed to promote the formation of stable, red oxymyoglobin. To counteract the pro-oxidative and microbial growth effects of this high oxygen level, a significant concentration of CO2 (20-30%) is included for its antimicrobial properties. In contrast,
fresh poultry and pork are primarily susceptible to spoilage by aerobic bacteria like Pseudomonas. For these products, an anaerobic (oxygen-free) atmosphere is ideal. A mixture of CO2 (30-70%) to inhibit bacterial growth and N2 (30-70%) to prevent package collapse is the standard. For
processed meats such as sausages, deli meats, and meatballs, the primary concern is preventing lipid oxidation, which causes rancidity. An oxygen-free environment is essential, typically composed of 30% CO2 for microbial control and 70% N2 as an inert filler.
Ready-to-Eat (RTE) Meals and Convenience Foods
The market for RTE and convenience foods is a major growth driver for MAP technology. These complex products, often containing multiple components like a protein, starch, and sauce, are susceptible to both microbial spoilage and oxidative flavor degradation. The standard gas mixture for cook-chill products is 30-50% CO2 and 50-70% N2. The CO2 provides broad-spectrum microbial inhibition, while the complete removal of oxygen prevents the development of oxidative "warmed-over" flavors. This combination can dramatically extend the refrigerated shelf life from just a few days in air to over three weeks, a crucial benefit for both retailers and consumers. Packaging is also key; these products are often packed in oven-safe or microwaveable trays made from materials like CPET (Crystallized Polyethylene Terephthalate) or PP (Polypropylene) to enhance consumer convenience.
Bakery and Confectionery
For baked goods like bread, cakes, and pastries, the primary spoilage mechanism is the growth of mold. Carbon dioxide is exceptionally effective at inhibiting mold growth. Therefore, high-CO2 atmospheres, often ranging from 60% to 100% CO2, are used for these products. Nitrogen may be used as a balance gas if needed to prevent package collapse, but the antimicrobial work is done almost entirely by the carbon dioxide. This approach not only extends shelf life significantly but also prevents staling and moisture loss, preserving the product's intended texture and flavor.
Fresh Fruits and Vegetables
This category requires a fundamentally different approach due to the fact that the products are still alive and respiring. The goal of MAP for fresh produce is not to eliminate respiration but to slow it down to an absolute minimum without stopping it completely. This is achieved using passive MAP or Equilibrium Modified Atmosphere Packaging (EMAP), where the package atmosphere develops naturally. An optimal atmosphere for most fresh-cut produce consists of low oxygen (3-10%) and low-to-moderate carbon dioxide (3-10%), with the balance being nitrogen. Achieving and maintaining this delicate balance is highly dependent on the permeability of the packaging film, which must be carefully selected to match the specific respiration rate of the product being packaged.
Dairy Products
MAP is increasingly used to extend the shelf life of dairy products. For hard cheeses, where mold is the primary concern, a 100% CO2 atmosphere is highly effective. For soft, high-moisture cheeses like cottage cheese, which are also susceptible to spoilage by Pseudomonas bacteria, a mixture of CO2 and N2 is used. Because these products have high moisture and fat content, they can absorb a significant amount of CO2, leading to package collapse. Nitrogen is therefore included as an inert filler gas to maintain package integrity.
Emerging Sectors
The principles of MAP are being successfully applied to a growing number of specialty sectors. For organic products, MAP is an ideal solution as it provides effective, chemical-free preservation that aligns with organic certification standards. In the pharmaceutical industry, MAP is used to protect sensitive powders and ingredients from degradation caused by oxygen and moisture. Similarly, the emerging legal cannabis industry utilizes MAP to preserve the quality and potency of its products, which are highly sensitive to oxygen, humidity, and light. This demonstrates the fundamental versatility of the technology in protecting sensitive products across diverse industries.
Section 5: The Business Case: Quantifying the Return on Investment for MAP
While the scientific and technical merits of Modified Atmosphere Packaging are clear, the decision to invest in the technology ultimately rests on a compelling business case. For food manufacturers, adopting MAP is a strategic investment that delivers tangible returns across multiple facets of the business, from operational efficiency and cost reduction to revenue growth and enhanced brand equity. The benefits extend far beyond the factory floor, creating a positive ripple effect throughout the entire supply chain.
Dramatically Extended Shelf Life
The core benefit of MAP, from which all other advantages flow, is the significant extension of product shelf life. Depending on the product, its initial quality, and the precision of the MAP system, shelf life can be extended by 50% to 400% compared to conventional packaging. This is not an abstract figure; it has profound, practical implications. As detailed in the previous section, a ready-to-eat meal's shelf life can jump from 5 days to 22 days ; fresh red meat from 4 days to 14 days ; and bakery products from one week to over a month. This dramatic increase in longevity is the foundation of the MAP value proposition.
Reduced Food Waste and Spoilage
Extended shelf life translates directly into reduced food waste, a major source of financial loss for the food industry. With MAP-packaged products, there is less spoilage at the manufacturing plant, during distribution, and on the retail shelf. This reduction in unsalable goods and customer returns has an immediate and positive impact on the bottom line. The cost savings from preventing product loss alone can often offset the initial capital expenditure on MAP equipment.
Access to New Geographic Markets
For many manufacturers, distribution is limited by the perishable nature of their products. A product with a five-day shelf life can only be shipped within a small regional radius. By extending that shelf life to three weeks, MAP effectively breaks down these geographical barriers. Manufacturers can confidently ship their products to more distant locations, transforming their business from a regional player into a national or even international competitor. This expansion of market reach opens up entirely new revenue streams and opportunities for growth that would be impossible with conventional packaging.
Enabling "Clean Label" and Premium Pricing
As established earlier, MAP is a key enabler of the "clean label" trend. By eliminating the need for chemical preservatives, it allows manufacturers to meet the demands of a growing consumer segment that actively seeks out natural and organic products. This is more than just a marketing claim; it is a gateway to premium market segments. Products marketed as "preservative-free" or "all-natural" frequently command higher price points, allowing manufacturers to improve their profit margins. The investment in MAP technology becomes a strategic tool for brand differentiation and value creation.
Improved Operational Efficiency and Supply Chain Optimization
The impact of extended shelf life on operational planning is transformative. For highly perishable goods, manufacturers are often forced into a reactive, "just-in-time" production model, producing small batches daily to meet immediate demand. This model is inherently inefficient, characterized by frequent and costly line changeovers, unpredictable schedules, and reliance on overtime labor.
MAP fundamentally alters this dynamic. A longer shelf life decouples the rigid schedule of production from the volatile schedule of consumer demand. This allows manufacturers to shift from a high-cost, just-in-time model to a more efficient and predictable "make-to-stock" model. They can schedule longer, more economical production runs, reducing the frequency of changeovers. They can build up buffer inventory to smooth out peaks and troughs in demand, leading to better production planning and improved supply chain resilience. This shift transforms MAP from a simple packaging technology into a central tool for supply chain optimization, leading to a more stable, efficient, and profitable operation.
Enhanced Brand Protection and Food Safety
In an era of heightened consumer awareness and regulatory scrutiny, food safety is paramount. MAP contributes significantly to protecting both the consumer and the manufacturer's brand. The hermetically sealed, gas-tight package provides a robust barrier against post-packaging contamination. The modified atmosphere itself suppresses the growth of many common pathogens, reducing the risk of foodborne illness. This enhanced level of safety and hygiene helps manufacturers maintain the highest standards, build consumer trust, and protect their brand reputation from the devastating financial and legal consequences of a product recall.
Section 6: Future Outlook and Strategic Recommendations
Modified Atmosphere Packaging is a mature and proven technology, yet it continues to evolve in response to new market demands, technological advancements, and regulatory pressures. For manufacturers considering adoption or seeking to optimize their current operations, understanding these future trends is crucial for making sound, forward-looking strategic decisions. The path to successful implementation involves careful planning, product-specific testing, and a holistic view of packaging as an integral part of the overall business strategy.
Emerging Trends in MAP
Two major trends are shaping the future of Modified Atmosphere Packaging: sustainability and intelligence.
- Sustainable Materials: The environmental impact of packaging is a top concern for consumers, retailers, and regulators alike. In response, the industry is aggressively developing MAP-compatible materials that are more sustainable. This includes a shift towards mono-material structures (e.g., all-polypropylene trays and films) that are more easily recycled, the development of biodegradable and compostable polymers, and innovative paper-based solutions. A prime example is Multivac's PaperBoard concept, which uses a cardboard backing coated with a thin, functional plastic film. This film provides the necessary gas barrier for MAP but can be easily separated from the cardboard by the consumer, allowing both components to be fed into their respective recycling streams. Manufacturers who embrace these sustainable options can enhance their brand image and meet the growing demand for environmentally responsible products.
- Smart and Intelligent Packaging: The next frontier for MAP is the integration of "smart" technologies. This involves embedding sensors directly into the packaging to provide real-time information about the product's condition. These sensors could monitor the internal gas composition, detect temperature fluctuations that compromise safety, or even indicate the presence of microbial growth. This data could be communicated to consumers via color-changing indicators, providing a dynamic and far more accurate assessment of freshness than a static "use-by" date. For manufacturers and retailers, this technology promises unprecedented levels of supply chain visibility and food safety assurance.
Strategic Recommendations for Adoption
For any food manufacturer considering an investment in MAP technology, a structured and strategic approach is essential for maximizing the return on that investment.
- Conduct Product-Specific Trials: There is no "one-size-fits-all" MAP solution. The optimal gas mixture, packaging film, and storage temperature are unique to each product. Before committing to a full-scale rollout, it is imperative to conduct thorough product trials, ideally in partnership with a gas supplier or packaging specialist. These trials will identify the precise parameters needed to achieve the desired shelf life and quality objectives for your specific products.
- Evaluate Machinery as an Adaptable Platform: When selecting equipment, decision-makers should look beyond the immediate specifications and evaluate the machinery as a long-term production platform. Prioritize systems that are modular, configurable, and extensible, such as the Multivac R245. This approach provides the flexibility to adapt to future changes in products, packaging formats, or production volumes, thereby future-proofing the investment and lowering the total cost of ownership.
- Consider the Total Cost of Ownership (TCO): The initial capital cost of a packaging machine is only one part of the financial equation. A comprehensive analysis must include the Total Cost of Ownership, which factors in operational efficiency, energy consumption, material usage, reliability, maintenance costs, and service support. The potential efficiency gains from a fully integrated, single-source packaging line should be carefully weighed, as the reduction in integration friction and downtime can deliver significant long-term savings.
- Align Packaging Strategy with Marketing and Sales: The investment in MAP should not be treated as a purely operational decision. It is a strategic move that creates significant marketing value. Manufacturers must proactively align their packaging strategy with their marketing and sales departments to fully leverage the benefits. The "preservative-free," "all-natural," and "fresher for longer" attributes enabled by MAP should be clearly communicated on the packaging and in marketing campaigns to educate consumers, justify premium pricing, and maximize the return on investment.
Conclusion
Modified Atmosphere Packaging has firmly established itself as a foundational technology for the modern food industry. It is a scientifically robust, commercially proven method for extending shelf life and preserving the quality, safety, and sensory attributes of a vast range of perishable foods. For manufacturers, MAP is far more than a preservation technique; it is a strategic enabler. It provides a direct response to the powerful consumer demand for fresh, clean-label products. It unlocks access to new and distant markets, including the rapidly growing e-commerce channel. And it offers a pathway to greater operational efficiency and supply chain resilience. By understanding the underlying science, investing in flexible and reliable technology, and integrating packaging into a broader business strategy, food manufacturers can harness the power of MAP to reduce waste, enhance their brand, and secure a decisive competitive advantage in an increasingly demanding marketplace.